


Im Frühjahr 2020 hatten wir bereits den Großteil unserer Baumaßnahmen in Fichtenberg abgeschlossen. Innerhalb weniger Jahre wuchs von den ersten Planungen und dem ersten Spatenstich Anfang 2017 unsere Betriebsfläche auf 45.000 Quadratmeter an. Auch machten wir im April 2020 durch die Inbetriebnahme unserer Automatisierungsprozesse einen großen Sprung in die Zukunft.
Wer unsere Produktvielfalt und die “Built-to-Order”-Philosophie sowie flexible Fertigungsstruktur kennt, weiß, dass das kein leichtes Unterfangen war. “Am Ende war Fritz Gebhardt der einzige Anbieter, der bereit war, unsere anspruchsvollen und ambitionierten Ziele angehen zu wollen”, erklärt Klaus Wohlfarth.

Die Warenannahme ist weiterhin ein manueller Prozess. Nach der Annahme der Waren und der Priorisierung der Positionen werden diese den verschiedenen automatischen Lagersystemen zur Einlagerung bereitgestellt.
Die gesamte Logistikprozesskette und Lagerhaltung ist bei uns aufgeteilt in das sogenannte „Automatische Kleinteilelager“ (AKL) zur Produktionsversorgung, dem sogenannten „Automatische Palettenhochregallager“ (APL), dem Multi-Level-Shuttlelager (MLS) als Auftragspuffer und einem AKL für den Versand inklusive verbindender Fördertechnik und entsprechenden Arbeitsplätzen; was wir bereits in einem anderen Blog-Post anteaserten.


Das AKL dient vor allem der Versorgung der Montage. Es ist als Shuttlelager konzipiert und verfügt über eine Gesamtkapazität von 19.760 Lagerbehältern. Es besteht aus drei Gassen mit je 23 Lagerebenen und pro Gasse werden je fünf Shuttle eingesetzt.

Mit dem System können Waren zwischen zwei bis maximal 30 Kilogramm befördert und eingelagert werden. Pro Stunde sind 630 Ein- und Auslagerungen realisierbar.

Komponenten, die am AKL zur Produktionsversorgung ankommen, werden manuell an einen der vier Aufgabeplätze transportiert. Dort wird die Ware vereinzelt, mit dem Lagerbehälter verheiratet, über die Fördertechnik in Richtung Loop und über die Behälterheber ins AKL eingelagert.

Die Auslagerung erfolgt entsprechend und wird über die Auslagerbahnen den drei Kommissionier-Arbeitsplätzen angedient.

Im APL lagern wir Gitterboxen und Paletten ein. Das Lager versorgt zum einen die Pulverbeschichtung mit Federn für die ST Individualisierung und zum anderen werden Waren in großen Mengen umgelagert in die Behälter, die anschließend im AKL eingelagert werden. Jede Seite der Gasse verfügt über 35 Regalspalten, fünf Regalebenen sind für niedrige und zwei Regalebenen für hohe Paletten vorgesehen.

In das Regal kann 9-fachtief eingelagert werden. Die Gesamtzahl an Lagerstellplätzen beträgt 4.266. Pro Stunde sind 28 Ein- und Auslagerungen möglich. Die Gebhardt-Software sortiert die Gitterboxen und Platten vor, die über Nacht reorganisiert und umgelagert werden. Über die Software wird die Reihenfolge der Aufträge definiert, die am Entnahmeplatz vorsortiert angedient werden.

Zur Kommissionierung im AKL unterscheidet das System fünf Auftragszielgruppen. Da das Lager vor allem der Versorgung der Montage dient, gibt es Auftragszielgruppen die eindeutig der Produktion zugeordnet sind. Um Verzögerungen zu vermeiden, sind diese über die maßgeschneiderte Gebhardt-Softwarelösung einer maximalen Anzahl an Aufträgen zugeordnet.

Die einzelnen Gruppen können sich für die Kommissionierung an- und abmelden. Kommt es zur Abmeldung, werden keine Behälter mehr kommissioniert. Auch kann die Kommissionierung durch eine übergeordnete Stelle ge- und entsperrt werden.

Sind die Puffer einer Gruppe ausgereizt, werden so lange keine neuen Aufträge für diese disponiert, bis die Ressourcen wieder frei geworden sind.


Kommt der Quellbehälter an, wird dem Kommissionierer über die Pick-to-Light-Funktion die Entnahmemenge, die Artikelnummer und der Zielplatz angezeigt, in der er das Material legen und verbuchen soll.

Ineffizienzen in der Produktion werden so vermieden und die Arbeitsplätze kontinuierlich mit Material versorgt.
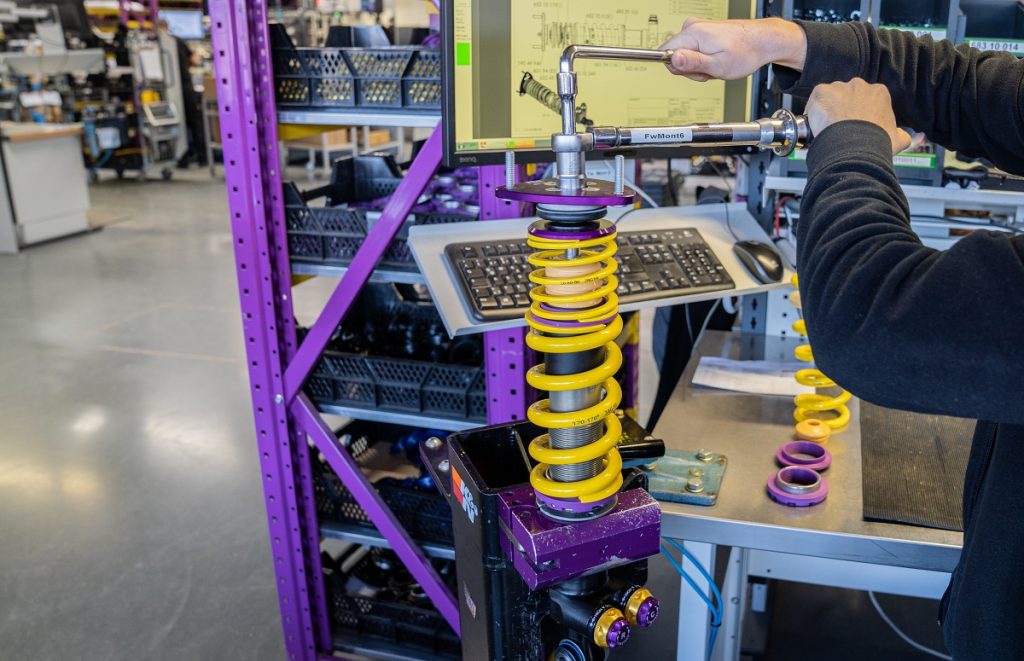
Wegzeiten für die Mitarbeiter entfallen und an den Montageplätzen müssen die verschiedenen vorgefertigten und vorkommissionierten Komponenten nur noch montiert werden. Dadurch haben sich die Montagezeiten dramatisch verkürzt.


Die montierten Federbeine, Gewindefedern, Höheneinstellungen und Co. laufen über die Behälter und das Fördersystem in das sogenannte MLS-Lager.

In diesem Multi-Level-Shuttlelager werden die für eine Bestellung vorgepufferten Fahrwerke achsweise zwischengelagert. Es bietet Platz für 589 Transportbehältnisse und diese werden nach dem Eintreffen aller Komponenten der Verpackungsstelle zugeführt.


Die Kollegen verpacken die Vorderachsfederbeine, Hinterachsdämpfer und Co. mit dem KW-automotive-typischen Zweikomponentenschaum in die Kartonagen und schicken Eure Bestellung auf die Reise ins neue Logistikzentrum.

Im Frühjahr 2021 nahm unser neues Logistik- und Versandzentrum den Betrieb auf. Herz des modernen Zentrums ist ein vollautomatisiertes Versandlager; dass die in unserer Fahrwerkmanufaktur auftragsbezogenen gefertigten Fahrwerke zu unseren Kollegen ans Versandterminal transportiert.

Das Versandlager in der modernisierten Halle 3 ersetzt ab sofort sämtliche Zwischenlager in unseren internationalen Niederlassungen. Bisher haben wir in verschiedenen Märkten wie etwa bei KW Japan und KW Nordamerika sogenannte Zwischenlager betrieben.

Dies hatte zur Folge, dass beispielsweise bei der Bestellung eines KW Gewindefahrwerks in den USA für ein Tesla Model 3 das Fahrwerk sofort verfügbar war. Falls aber ein Endverbraucher aus Australien ein Tesla-Gewindefahrwerk bestellte, machte das Fahrwerk aus logistischen Gründen erst einen Umweg über Nordamerika und Europa nach Down Under.

Diese Umwege haben nun ein Ende. Das neue Versandlager ist als mehrgassiges automatisiertes Lager realisiert worden und bietet 13.848 Stellplätze. Hohe und niedrige Kartons können einfach- oder doppeltief gelagert werden.

Schon seit Ende Februar 2021 werden tagesaktuell alle produzierten Fahrwerkprodukte unserer Marken ap, KW und ST immer zentral täglich direkt aus Fichtenberg über unsere Logistikpartner an unsere Kunden weltweit versendet. Zusätzlich sind wir durch die eingeführten Automatisierungsprozesse in Verbindung mit dem neuen zentralen Zwischenlager bei Auftragsspitzen viel flexibler und schneller als bisher.

Beeindruckend ist auch die Geschwindigkeit des gemeinsam mit Gebhardt Fördertechnik aus Sinsheim entwickelte Lagersystem. So besteht etwa das Logistik- und Versandzentrum aus meterlangen Gassen. In jeder Gasse können pro Stunde 84 Ein- und Auslagerungen vorgenommen werden.

Die Kartons gelangen über die Fördertechnik an einen der vier Versandarbeitsplätze, wo sie geprüft, gelabelt und umreift werden. Fertige Kartons werden auf Paletten verpackt und in Lkw verladen. Durch unsere Investitionen in die moderne Fördertechnik und dem neuen Logistikzentrum sowie zentralen Versandlager können wir nun viel schneller auf Kundenaufträge agieren.

Wodurch sich die gesamten Abläufe vom Bestelleingang über Produktion und Versand deutlich verkürzt haben. Eine nachhaltige Investition für die Zukunft.





